了解详情
<option id='4zwex'></option><select id='4zwex'><span id='4zwex'><form id='4zwex'></form></span><dd id='4zwex'></dd></select><dt id='4zwex'></dt><style id='4zwex'><big id='4zwex'><i id='4zwex'></i><tbody id='4zwex'></tbody></big></style><abbr id='4zwex'></abbr>






 显微CT
显微CT
 工业CT
工业CT
 计量CT
计量CT
 卧式螺旋CT
卧式螺旋CT
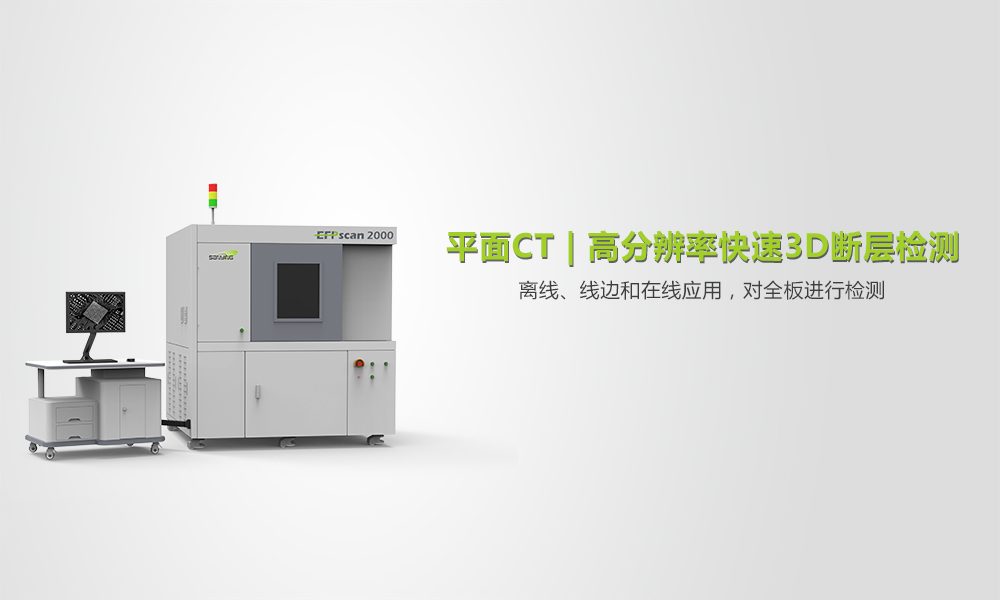
 X-ray平面CT
X-ray平面CT





































 关注官方微信
关注官方微信